Press release
Secure clamping of small panels with vacuum

ASSTEC mills or engraves all its HPL panels on this CNC router
The various departments based at ASSTEC's headquarters in Rottweil (Workshops, Tools, Design, Implementation) all work towards achieving efficiency in every aspect of production processes across all sectors of the manufacturing industry. They also offer a consultancy programme with special workshops on topics such as layout and material flow planning, reduction of tooling times, ergonomic work station design, and shop floor management. In a nutshell, ASSTEC addresses anything that makes production quicker and more efficient, while also making work stations more ergonomic and secure. After working with its clients to develop a concept, ASSTEC uses full-size (1:1) cardboard engineering prototype models to perform tests. This step is followed by the design and production of the individual work stations and their equipment.
When working with panels, ASSTEC predominantly uses HPL in a range of thicknesses, which is then processed on a CNC router. This router is also used to mill or engrave polycarbonate, other plastics and aluminium panels.
The manufacturer installed four suction fans on the router. Each one of these suction fans supplied one of four quadrants, into which the entire machining table had been divided. Each quadrant measured 3,000 x 500 millimetres. This enabled the machine to securely hold panels up to 2 x 3 metres in size. The vacuum generated by the suction fans was also strong enough to hold panels that covered one of the table's four quadrants. However, the holding force was too low for smaller work pieces, which meant they often slid across the table during processing. In an attempt to counteract this flaw in the system, the company tried reducing the router's feed rate, though this solution was deemed to be insufficient. Marc Blessing, Managing Director at ASSTEC, therefore went looking for a better technical solution and spoke to the vacuum specialists from Busch Vacuum Pumps and Systems. They recommended to use a Mink MV claw vacuum pump, which would be able to replace the four existing suction fans.
ASSTEC decided to implement this solution, and then replaced the four suction fans with one Mink MV claw vacuum pump, which now generates enough pumping speed to cover all four vacuum sectors – the entire machining table. What's more, their vacuum level of 150 millibars (absolute) is significantly higher than the vacuum level of 800 millibars (absolute) of the old suction fans. Mink MV claw vacuum pumps are nearly maintenance-free. Only the oil in the gearbox needs to be changed every two years. Thanks to the high vacuum level, even small work pieces can now be clamped securely during machining.
The physical basis of clamping with vacuum
The reason for using a vacuum table for clamping is of course to allow a flat work piece to be held securely during the machining process. Another advantage is that no mechanical clamping elements are needed, which means no time is wasted on attaching components and no pressure marks are left on the work pieces. A combination of various factors determines whether a work piece is held securely or not. In physical terms, it isn't actually the vacuum that holds the work pieces, but rather atmospheric pressure. The vacuum system simply provides sufficient negative pressure on the opposite side to allow the atmospheric pressure to apply its full effect. From a technical perspective, the pressure between the work piece and the machining table or its supporting surface is reduced during clamping because air is extracted.
Pressure, surface, holding force
In physics, pressure is defined as the force that affects a specific area – thereby making it a function of force and area. The example below demonstrates how this function is calculated:
An HPL panel is placed on the CNC router's vacuum table ready for machining. Measuring 500 x 3,000 millimetres, it exactly matches the size of one of the quadrants. The other three quadrants are separated from the vacuum supply by shut-off valves.
Calculating the holding force with a suction fan (800 millibars (abs.))
Atmospheric pressure: 1,000 mbar
Negative pressure produced by suction fan: 800 mbar
Dimensions of wooden panel: 3,000 x 500 mm
Supporting surface = clamping surface
3,000 x 500 mm = 1,500,000 mm2 = 1.5 m2
Pressure differential:
1,000 mbar – 800 mbar = 200 mbar = 20,000 Pa [N/m2]
Holding force
F = p x A
F = 20,000 N/m2 x 1.5 m2 = 30,000 N
= 3,000 kg
This means that the pressure differential of 200 millibars between atmospheric pressure and the negative pressure generated by the suction fan leads to a holding force of 30,000 N. The HPL panel is therefore pressed onto the machining table with a weight of three tons.
If the user wants to clamp a smaller HPL panel for machining, the holding force decreases using the same formula. In this case, it is assumed that the free space on the vacuum table is air-tight and covered with panel material or film.
If an HPL panel with the dimensions of 150 x 150 millimetres is clamped, the holding force is only 450 N, which corresponds to a weight of 45 kilograms pressing the panel onto the machining table. Depending on what the user is doing to the panel, a holding force of 450 N may be too small to make sure the panel is held securely.
If this small HPL panel is now clamped onto the machining table under the same conditions with a Mink claw vacuum pump, the holding force more than quadruples. The reason for this is the increased pressure differential between atmospheric pressure and the vacuum of 150 millibar generated by the vacuum pump. In mathematical terms, the force of 450 N when clamping with a suction fan increases to 1,912 N when clamping with the Mink vacuum pump. The weight applied to the panel increases from 45 to 191 kilograms.
As a result, we can conclude that the smaller an HPL panel is, the higher the vacuum pump's pressure differential or vacuum level has to be.
These calculations only apply when the surfaces on the vacuum table that are not covered by the panel being processed are covered so they are air-tight. If this is not the case, “leak air” is sucked into the system. If the vacuum pump is large enough and its pumping speed is high enough, it will still achieve the required vacuum level. If vacuum pumps are too small, however, there is a risk that the “leak air” sucked into the system will have a negative effect on the vacuum level and, as a result, the holding force as well.
ASSTEC has been using the Mink claw vacuum pump since early 2018. Managing Director Marc Blessing emphasizes that they have not experienced any clamping problems since then, and that the vacuum pump delivers a constantly high vacuum level to their utmost satisfaction.
Jasmin Markanic
Busch Vacuum Pumps and Systems
Global Marketing / Marketing Services
Coordinator Global Press & Media Relations
Schauinslandstraße 1
DE 79689 Maulburg
Phone: +49 7622 681 3376
Jasmin.Markanic@busch.de
www.buschvacuum.com
Busch Vacuum Pumps and Systems is one of the world’s largest producers of vacuum pumps, vacuum systems, blowers and compressors.
Its extensive product portfolio comprises solutions for vacuum and overpressure applications in all industries, including the chemical, semiconductor, medical technology, plastics, and food sectors. It also covers the design and construction of customized vacuum systems, as well as a global service network.
The Busch group is a family-owned company and is still managed by the Busch family. Busch Vacuum Pumps and Systems has 3,000 employees in more than 60 companies in over 40 countries worldwide. Busch is headquartered in Maulburg, in southwest Germany. This is the location of Busch SE headquarters, as well as the German production facility and German sales company. In addition to Maulburg, Busch also has its own production plants in Switzerland, the UK, Czech Republic, Korea and the USA.
Busch Vacuum Pumps and Systems was founded by Dr.-Ing. Karl Busch and his wife Ayhan Busch in 1963. Dr.-Ing. Karl Busch developed the “Huckepack”, which was the first vacuum pump that could be used for vacuum packaging of foodstuffs. The follow-up product, the compact “R 5” rotary vane vacuum pump, revolutionized food packaging. A further milestone represented the development of the “COBRA” screw vacuum pump. In 1971 the international expansion of the Busch group started with the founding of a sales company in the UK. The first production plant outside Germany was established in the USA in 1979.
This release was published on openPR.
Permanent link to this press release:
Copy
Please set a link in the press area of your homepage to this press release on openPR. openPR disclaims liability for any content contained in this release.
You can edit or delete your press release Secure clamping of small panels with vacuum here
News-ID: 1845993 • Views: …
More Releases from Busch Vacuum Pumps and Systems

Vacuum measurement technology – reconsidered
The exact observance of pressures or pressure curves in vacuum-assisted processes in process engineering is an important parameter for ensuring optimum efficiency and the best product quality. Busch Vacuum Pumps and Systems has now launched the new series of VacTest vacuum measurement equipment. Designed to combine the latest advances in vacuum metrology with exceptional manufacturing quality, it provides an innovative and comprehensive portfolio of active vacuum gauges and controllers. Robust…
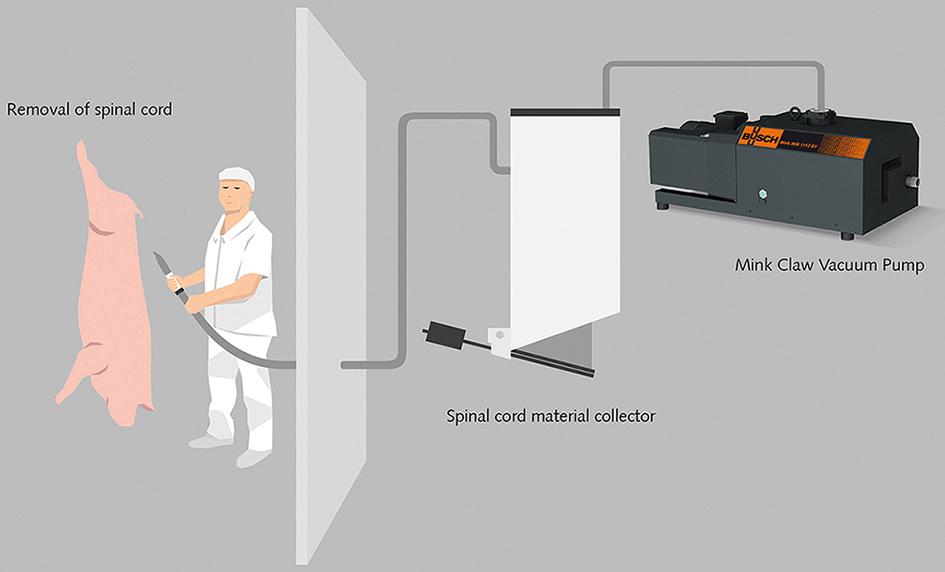
Safe removal of spinal cord material by modern vacuum technology
The removal of spinal cord material is an important step in the animal slaughter process. Macquip Ltd. has developed a special extraction system for residue-free carcass cleaning. Macquip relies on Busch vacuum technology and uses only Mink claw vacuum pumps, which maintain a constant high vacuum for the complete extraction of spinal cord material.
Macquip Ltd. is an abattoir equipment manufacturer based in Antrim, Northern Ireland. The company's products are marketed…

Busch Dienste GmbH
Vacuum pumps with a variety of operating principles were exhibited on the Busch stand at Vacuum Expo in Coventry. As the leading manufacturer of vacuum pumps and systems, Busch produces models for all vacuum levels from rough to high vacuum. The main focus of the Busch stand was the COBRA screw technology – proven systems for vacuum generation to 0.01 mbar. These dry-running vacuum pumps are used as standalone vacuum…

Vacuum technology for the food industry
Busch is the world's leading manufacturer of vacuum pumps for food packaging.
The latest Busch vacuum systems for food packaging will be presented at the Gulfood Manufacturing exhibition held from 9. to 11. November 2014in Dubai. The main focus of the Busch exhibition stand will be the rotary vane vacuum pump R 5,
the world's most advanced vacuum pump for the food packaging industry. R 5 rotary vane vacuum
pumps are available in…
More Releases for ASSTEC
Secure clamping of small panels with vacuum
ASSTEC Assembly Technology GmbH & Co. KG specializes in developing and creating ergonomic workspaces. Its range of products and services covers everything from the supply of individual components for the manufacture of assembly, testing and shipping work stations to the design and manufacture of individual one-piece-flow production cells for full-scale industrial production. When producing tabletops and facing, or working with material to construct merchandise fixtures, chutes, drawers and shelving, ASSTEC…
