Press release
Folic Acid Production Plant DPR & Unit Setup - 2026: Machinery Cost, CapEx/OpEx, ROI and Raw Materials
Market Overview and Growth Potential:
The global folic acid market is experiencing consistent and structurally supported growth, driven by increasing demand from pharmaceutical formulations, rising global prevalence of nutritional deficiencies, growing governmental initiatives for food fortification, and expanding awareness of micronutrient supplementation for maternal health and anemia prevention across both developed and developing healthcare markets. The global folic acid market size was valued at USD 1.16 Billion in 2025. According to IMARC Group estimates, the market is expected to reach USD 1.90 Billion by 2034, exhibiting a CAGR of 5.6% from 2026 to 2034. The WHO estimates that 40% of children 6 to 59 months of age, 37% of pregnant women, and 30% of women 15 to 49 years of age worldwide are anaemic, providing a powerful and continuously cited scientific basis for government-mandated folic acid supplementation and food fortification programs that represent the largest and most policy-supported demand driver for folic acid globally. The pharmaceutical sector continues to witness strong and growing demand due to folic acid's established clinical applications in prenatal supplementation for neural tube defect prevention, anemia treatment in folate-deficiency and megaloblastic anemia, methotrexate chemotherapy toxicity mitigation, and homocysteine-lowering cardiovascular risk reduction, with growing recognition of folic acid's additional health benefits in reducing stroke risk, supporting cognitive function, and improving outcomes in chronic kidney disease creating expanding therapeutic application markets.
Request for Sample Report: https://www.imarcgroup.com/folic-acid-manufacturing-plant-project-report/requestsample
Folic acid, also known as vitamin B9 or pteroylglutamic acid, is a water-soluble synthetic vitamin compound with the molecular formula C19H19N7O6 and molecular weight of 441.40 grams per mole, appearing as a yellow to orange-yellow crystalline powder with limited solubility in cold water but improved solubility in hot water and alkali solutions. Chemically, folic acid consists of a bicyclic pteridine ring system, para-aminobenzoic acid (PABA), and glutamic acid joined by peptide-like linkages, with the oxidized form of the compound being the industrially produced synthetic vitamin that is metabolically converted by the body to the active reduced tetrahydrofolate coenzymes mediating critical one-carbon transfer reactions in nucleotide biosynthesis, amino acid interconversion, and methylation chemistry. Folic acid's industrial production relies on multi-step chemical synthesis starting from para-aminobenzoic acid and 2,4,5-triamino-6-hydroxypyrimidine pteridine precursor components, which are condensed and coupled to glutamic acid under controlled conditions to produce crude folic acid that is subsequently purified by recrystallization, activated carbon treatment, and drying to yield pharmaceutical and food-grade product meeting pharmacopoeial quality specifications.
The folic acid market is fueled by the global public health community's recognition of folate deficiency as a preventable cause of serious birth defects, anemia, and chronic disease risk that can be effectively and cost-efficiently addressed through folic acid supplementation and food fortification programs. The WHO's global recommendation for women of reproductive age to take 400 micrograms of folic acid daily before and during early pregnancy, combined with mandatory flour fortification programs across more than 80 countries that collectively provide population-level neural tube defect prevention without requiring individual behavioral change, create non-discretionary and policy-mandated demand for folic acid at industrial scale across diverse geographic and income-level market segments. The nutraceutical and preventive healthcare industry's growing recognition of folic acid's broader health benefits beyond pregnancy nutrition, including evidence-based applications in cardiovascular risk reduction, cognitive health support, and chronic disease prevention across aging populations, is creating expanding consumer and healthcare practitioner demand for higher-dose folic acid supplementation products in premium market segments.
Plant Capacity and Production Scale:
The proposed folic acid production facility is designed with an annual production capacity of approximately 500 MT, enabling economies of scale while maintaining operational flexibility across pharmaceutical-grade folic acid at 98.0 to 101.0 percent assay on dried basis per USP and EP pharmacopoeial specifications for pharmaceutical solid dose tablet, capsule, and injectable formulation applications, food-grade folic acid at 97.0 percent minimum assay meeting food additive regulatory purity specifications for flour and cereal fortification and feed-grade folic acid at 95.0 percent minimum assay for poultry, swine, and aquaculture feed fortification applications. This production range supports supply to both large-scale pharmaceutical manufacturers and food fortification compounders requiring consistent, high-volume folic acid supply with full pharmacopoeial specification compliance documentation, and specialty customers requiring custom particle size distributions, organic-certified manufacturing documentation, and comprehensive analytical characterization packages for regulated pharmaceutical and clinical nutrition application development programs.
Speak to an Analyst for Customized Report: https://www.imarcgroup.com/request?type=report&id=9191&flag=C
Financial Viability and Profitability Analysis:
The folic acid production business demonstrates healthy profitability potential under normal operating conditions. The financial projections reveal:
• Gross Profit: 32-42%
• Net Profit: 20-28%
These margins reflect the multi-step synthesis chemistry-intensive, purification-critical, and quality documentation-dependent nature of folic acid production, where para-aminobenzoic acid, pteridine precursors, and glutamic acid are processed through controlled condensation synthesis, intermediate purification, glutamic acid coupling, recrystallization, activated carbon decolorization, drying, milling, and quality testing operations to produce specification-grade folic acid meeting stringent pharmacopoeial assay, color, heavy metals, and microbiological quality requirements. Margins are supported by the pharmaceutical ingredient premium achievable for pharmacopoeial-grade folic acid with comprehensive regulatory compliance documentation; strong and structurally driven demand from mandatory food fortification programs and prenatal supplement markets providing predictable volume base; growing premium market segments including organic-certified, non-GMO, and pharmaceutical-grade folic acid commanding higher pricing relative to standard food-grade supply; the multi-step synthesis complexity and purification expertise creating meaningful production know-how barriers relative to commodity chemical producers; and the sustained WHO and government health program-driven demand visibility providing exceptional long-term market certainty. The project demonstrates solid return on investment (ROI) potential with comprehensive financial analysis covering income projections, expenditure projections, break-even points, net present value (NPV), internal rate of return, and detailed profitability and sensitivity analysis. PABA and pteridine derivative procurement cost management and synthesis yield and purification efficiency optimization are the primary operational variables impacting margin performance.
Cost of Setting Up a Folic Acid Production Plant:
Operating Cost Structure:
The cost structure for a folic acid production plant is primarily driven by:
• Raw Materials: 45-55% of total OpEx
• Utilities: 10-14% of OpEx
• Other Expenses: Including transportation, packaging, salaries and wages, depreciation, taxes, and other expenses
Raw materials - particularly para-aminobenzoic acid (PABA) as the primary aromatic amine starting material providing the p-aminobenzoyl glutamic acid component of the folic acid molecule, 2,4,5-triamino-6-hydroxypyrimidine as the pteridine ring precursor compound, glutamic acid as the terminal amino acid component, and process chemicals including condensing agents, reducing agents, sodium hydroxide for pH adjustment, and acetic acid or hydrochloric acid for precipitation and purification stages - account for approximately 45-55% of total operating expenses, making para-aminobenzoic acid procurement strategy, pteridine precursor supplier qualification, and long-term supply contract management the central raw material cost management priorities. PABA purity, moisture content, and trace impurity specifications critically impact condensation reaction yield, product color, and finished folic acid quality, with raw material quality directly affecting achievable synthesis conversion efficiency and purification requirements to meet pharmacopoeial specifications. Utilities represent 10-14% of OpEx, driven by reactor heating and cooling energy for controlled synthesis temperature maintenance, vacuum drying energy for moisture removal from crystallized product, milling equipment electricity, and the process water and steam consumption of multi-stage synthesis, crystallization, washing, and drying operations. In the first year of operations, costs cover raw materials, utilities, depreciation, taxes, packing, transportation, and repairs and maintenance. By the fifth year, total operational cost is expected to increase due to inflation, market fluctuations, and potential rises in PABA and specialty chemical precursor prices, with supply chain disruptions and shifts in pharmaceutical and food fortification industry procurement cycles also contributing to cost variation.
Capital Investment Requirements:
Setting up a folic acid production plant requires significant capital investment across raw material receiving and storage, synthesis reaction vessels, filtration and washing, recrystallization and purification, activated carbon treatment, drying chambers, milling units, quality testing, and packaging infrastructure. The total capital investment depends on plant capacity, product grade range, synthesis process technology, automation level, and location, covering land acquisition, site preparation, and pharmaceutical-grade chemical manufacturing infrastructure meeting all applicable GMP, environmental, and quality compliance requirements.
Land and Site Development: The location must offer reliable access to para-aminobenzoic acid from certified chemical suppliers, pteridine ring precursor compounds from specialty chemical manufacturers, glutamic acid from amino acid producers, and process chemicals from chemical distributors, along with proximity to target markets including pharmaceutical ingredient distributors, food fortification compounders, and animal nutrition premix producers. The site must have reliable electrical power, adequate process water supply, chemical-resistant construction throughout product-contact areas, temperature-controlled storage for raw materials and finished folic acid powder, and appropriate effluent treatment for synthesis reaction waste and washing water streams containing trace organic impurities.
Compliance with pharmaceutical GMP guidelines where pharmaceutical-grade product is manufactured, food additive regulatory approval documentation for food-grade supply, ISO 9001 quality management certification, and environmental permits for chemical synthesis wastewater treatment must be ensured.
Machinery and Equipment: Equipment costs for synthesis reactors, purification columns, crystallization vessels, and drying chambers represent the largest capital expenditure categories. High-quality, chemical-resistant stainless steel and glass-lined machinery compliant with pharmaceutical GMP requirements must be selected. Essential equipment includes:
• Raw material storage and handling systems - temperature-controlled storage for PABA, pteridine derivatives, and glutamic acid with moisture exclusion packaging, gravimetric metering and weighing systems for precise batch formulation, and nitrogen blanketing for moisture-sensitive precursor materials requiring inert atmosphere storage for quality preservation
• Milling units - hammer mills or jet mills for fine grinding of raw material PABA and pteridine precursors to specified particle size distributions optimizing condensation reaction surface area and mixing uniformity, and for milling of finished folic acid crystalline product to target particle size specifications for pharmaceutical tablet and capsule blend compatibility
• Synthesis and condensation reaction vessels - glass-lined or stainless steel jacketed reaction vessels with agitation systems, reflux condensers, temperature and pH monitoring and control, and inert atmosphere capability for multi-step folic acid synthesis including pteridine ring formation, PABA condensation, and glutamic acid coupling reactions under controlled temperature, pH, and reagent addition sequence conditions achieving maximum folic acid synthesis yield
• Extraction tanks and filtration systems - agitated extraction vessels for dissolution and selective extraction of folic acid intermediate and final product from reaction mixtures at controlled pH and temperature conditions, combined with filter press or vacuum drum filtration systems for separation of crude folic acid precipitate from mother liquor and washing solvent streams
• Purification columns - ion exchange or adsorption chromatography purification columns for removal of synthesis by-products, unreacted starting materials, and colored impurities from crude folic acid solutions, achieving the high purity and low impurity specifications required for pharmacopoeial-grade folic acid product supply to pharmaceutical manufacturing customers
• Crystallization vessels - jacketed crystallization tanks with controlled cooling rate and agitation for production of uniform folic acid crystals at target particle size, purity, and crystalline form through controlled supersaturation and nucleation management, with mother liquor recycle systems for maximum folic acid product yield recovery from crystallization processing streams
• Drying chambers - tray dryers or fluid bed dryers operating at controlled temperature below 150 degrees Celsius for removal of residual moisture from washed folic acid crystals to target loss on drying specification of below 8.5 percent per pharmacopoeial requirements, with temperature monitoring for prevention of thermal degradation of folic acid during the critical drying stage that can cause color darkening and assay reduction
• Encapsulation and packaging machines - automatic filling and sealing equipment for packaging of folic acid powder into moisture-proof multi-wall kraft paper bags or fibre drums with polyethylene inner liners, with nitrogen atmosphere headspace packaging for long shelf-life stability preservation of photosensitive and moisture-sensitive folic acid product during distribution and customer storage before use in pharmaceutical and food formulation operations
• Quality testing and analytical equipment - HPLC assay and related substances analysis systems for folic acid content determination per pharmacopoeial methods, UV-Vis spectrophotometer for absorbance verification, Karl Fischer titrator for moisture content, ICP-OES for heavy metals testing, microbial limit testing systems for total plate count and pathogen absence, color measurement instruments, and optical microscopy for crystal habit and particle size verification
All equipment must comply with applicable pharmaceutical GMP equipment design standards for pharmaceutical-grade folic acid manufacturing, food-grade hygiene and cleanability requirements for food additive grade production, and chemical safety standards for handling of synthesis reagents. ISO 9001 or GMP quality management system certification, USP and EP pharmacopoeial specification compliance for pharmaceutical grade, food additive regulatory approval per JECFA and applicable national food additive regulations for food grade, and compliance with major pharmaceutical ingredient distributor and food fortification company supplier qualification audit requirements are standard prerequisites for commercial folic acid supply to global pharmaceutical, food fortification, and customers.
Civil Works: Building construction and plant layout optimized for pharmaceutical-grade GMP-compatible workflow, light exclusion for photosensitive folic acid material handling, and specialty vitamin manufacturing quality compliance across raw material receiving and controlled storage, synthesis reaction hall, filtration and washing area, purification and crystallization building, drying chamber area, milling and classification, quality control analytical laboratory, packaging and finished product storage areas. Light-excluding production areas for folic acid product handling given the compound's photosensitivity, temperature and humidity-controlled storage for finished product stability preservation, chemical-resistant flooring and containment throughout synthesis and purification areas, and appropriate effluent treatment for synthesis reaction waste and washing streams are essential folic acid production facility quality, safety, and environmental compliance requirements.
Other Capital Costs: Costs associated with land acquisition, construction, and utilities including electrical substation for reactor, dryer, and milling equipment loads, steam generation for reaction heating and drying operations, cooling water systems for crystallization temperature control, compressed air for pneumatic equipment, nitrogen generation for inert atmosphere product handling and storage, effluent treatment plant for synthesis reaction and washing wastewater, and UV-protective building materials and light-excluding storage and handling infrastructure for photosensitive folic acid product quality preservation must be considered. Pre-operative expenses including GMP quality management system development and certification, USP and EP pharmacopoeial specification compliance testing and documentation, food additive regulatory approval documentation for food-grade supply markets, major pharmaceutical and food industry customer supplier qualification programs, synthesis process optimization trials, and operator pharmaceutical chemical synthesis and quality management training programs are important components of total project investment planning.
Buy Now: https://www.imarcgroup.com/checkout?id=9191&method=2175
Major Applications and Market Segments:
Folic acid production outputs serve critical nutritional supplementation, disease prevention, food security, animal productivity, and pharmaceutical treatment functions across the global pharmaceutical, food fortification, infant nutrition, and animal feed sectors:
Pharmaceutical Industry: The pharmaceutical sector is the highest-value application market for folic acid, with applications in prenatal multivitamin formulations providing 400 to 800 micrograms of folic acid per dose for neural tube defect prevention in pregnancy, anemia treatment tablets and injections for folate-deficiency megaloblastic anemia correction, methotrexate rescue and toxicity mitigation in cancer chemotherapy and autoimmune disease treatment protocols, and standalone high-dose folic acid tablets for therapeutic homocysteine reduction in cardiovascular risk management. The global prenatal vitamin market's consistent growth driven by rising birth rates in emerging economies and increasing prenatal care adoption, combined with the growing evidence base supporting folic acid's cardiovascular and cognitive health benefits creating expanding over-the-counter supplement demand, provides the pharmaceutical folic acid application segment with sustained and structurally growing volume demand.
Food Industry: The food fortification sector represents a uniquely mandated and policy-driven application market for folic acid, with more than 80 countries implementing mandatory flour, bread, pasta, or rice fortification programs requiring the addition of specified folic acid quantities to staple grain foods as a public health measure to reduce population-level neural tube defect incidence and address widespread folate nutritional deficiency across low and middle-income populations. Food-grade folic acid for flour and cereal fortification programs requires consistent particle size and dissolution properties for uniform distribution through dry flour mixing systems, with food fortification program compliance inspections requiring documented folic acid concentration within specified target ranges providing quality assurance obligations that support established food-grade supplier relationships.
Nutrition and Healthcare: The nutraceutical sector is a growing consumer-driven demand segment for folic acid, with standalone folate supplements targeting women of reproductive age, multivitamin and prenatal supplement formulations incorporating folic acid as an essential B-vitamin component, and functional food products including fortified breakfast cereals, nutritional bars, and meal replacement products enriched with folic acid for convenience-focused health-conscious consumers. The global preventive healthcare trend driving increasing adoption of daily vitamin supplementation across age groups, combined with the growing consumer awareness of folic acid's established safety and evidence-based health benefit profile, is expanding the addressable market for folic acid beyond the traditional prenatal supplementation focus to include broader population wellness applications.
Animal Feed: The animal nutrition sector uses folic acid in poultry, swine, and aquaculture feed formulations where supplemental folate supports optimal growth performance, egg production, reproductive efficiency, and immune function in intensively managed commercial livestock operations. Poultry is the most significant animal feed application for folic acid, with laying hens requiring folic acid supplementation for maintenance of peak egg production rates and eggshell quality, and broiler chickens benefiting from folic acid for optimized growth rate and feed conversion efficiency in high-performance genetic lines. The expansion of commercial animal production systems in emerging economies and the progressive adoption of precision livestock nutrition programs incorporating scientifically validated vitamin inclusion levels are creating consistent growth in animal feed-grade folic acid demand.
Why Invest in Folic Acid Production?
Several compelling strategic and commercial factors make folic acid production an attractive investment:
Essential Nutritional Compound: Folic acid is a critical micronutrient required for fundamental human biological processes including DNA synthesis, cell division, and neural tube development, ensuring sustained and non-discretionary demand across pharmaceutical and food industries that persists independently of economic cycles as governments and healthcare systems maintain investment in nutritional deficiency prevention programs as a cost-effective public health intervention. The established causal relationship between folic acid supplementation and neural tube defect prevention provides folic acid with a uniquely strong and scientifically mandated demand driver that creates floor demand independent of consumer discretionary spending trends.
Strong Regulatory Support: Government-mandated food fortification programs in more than 80 countries significantly drive consistent and policy-guaranteed consumption of folic acid at industrial scale, providing folic acid producers with a uniquely policy-supported demand base that creates predictable long-term volume visibility for capacity investment planning. WHO and national health authority recommendations for universal prenatal folic acid supplementation, combined with mandatory fortification program enforcement through food regulatory inspection systems, create regulatory-compliance-driven demand for folic acid across multiple market segments simultaneously.
Growing Healthcare Awareness: Rising awareness regarding prenatal health and nutritional deficiencies is increasing demand for folic acid supplements globally, particularly in emerging market economies where improving education levels, growing middle-class healthcare spending, and expanding antenatal care program coverage are simultaneously driving both individual supplement purchase behavior and government-funded maternal nutrition program expansion. The growing global burden of anemia disproportionately affecting pregnant women and young children in developing economies, combined with increasing WHO and government focus on micronutrient deficiency as a preventable contributor to poor health outcomes, is reinforcing and accelerating the adoption of folic acid supplementation programs across healthcare systems at all income levels.
Diverse Application Base: Its usage across pharmaceuticals, food fortification, animal nutrition, and functional food industries ensures market diversification and demand stability that reduces dependence on any single application sector's demand cycle, enabling production volume optimization across the full capacity range throughout business cycles affecting individual customer sectors. The ability to serve pharmaceutical API buyers, food fortification program compounders, supplement manufacturers, and animal feed premix producers from a single production platform with tiered product grade differentiation provides folic acid producers with broad market coverage and customer portfolio diversity.
Scalable Production Technology: Established chemical synthesis processes for folic acid production allow scalable manufacturing with consistent quality and cost efficiency, enabling capacity expansion through addition of parallel synthesis reactor trains and purification capacity with moderate incremental capital investment as market demand grows. The well-characterized synthesis chemistry and decades of industrial production experience available from established folic acid producers provide new capacity investments with a proven technical template reducing process development risk and enabling faster time-to-commercial production relative to novel molecule manufacturing.
Manufacturing Process Excellence:
The folic acid production process involves raw material receiving and quality verification, PABA and pteridine precursor preparation, condensation synthesis, glutamic acid coupling, crude product precipitation, filtration and washing, purification, recrystallization, activated carbon treatment, drying, milling, quality inspection, and packaging. The main production steps include:
• Raw material receiving and quality verification - para-aminobenzoic acid (PABA), 2,4,5-triamino-6-hydroxypyrimidine pteridine derivative, glutamic acid, and process chemicals incoming inspection for chemical purity, water content, color, and material certification verification per incoming quality control procedures and synthesis specification requirements
• PABA and pteridine precursor preparation - dissolution of PABA and pteridine ring precursor compounds in appropriate solvent systems at specified concentration and pH conditions for preparation of reaction-ready intermediate solutions, with pH adjustment and temperature control for optimization of condensation reaction selectivity and rate
• Condensation synthesis reaction - controlled multi-step organic synthesis involving condensation of the pteridine aldehyde intermediate with para-aminobenzoic acid under specified temperature, pH, reaction time, and reagent ratio conditions to form the pteroic acid intermediate, followed by coupling with glutamic acid under controlled conditions to complete folic acid molecule synthesis with monitoring of reaction progress by HPLC or UV analysis
• Crude folic acid precipitation - controlled pH adjustment of synthesis reaction mixture to the isoelectric point range of folic acid for selective precipitation of crude folic acid product from reaction solution, with temperature and stirring rate optimization for formation of filterable precipitate at maximum folic acid recovery yield from the reaction mixture
• Filtration, washing, and impurity removal - filter press or vacuum filtration of crude folic acid precipitate from mother liquor containing unreacted starting materials and synthesis by-products, followed by multi-stage water washing of filter cake for removal of adhering impurities, colored compounds, and soluble contaminants, achieving crude folic acid at specified moisture and impurity level for purification processing
• Purification and recrystallization - dissolution of washed crude folic acid in dilute alkaline solution with activated carbon treatment for decolorization and impurity adsorption, followed by pH-controlled recrystallization for production of purified folic acid crystals at target assay purity, crystal habit, and particle size specifications through controlled nucleation and crystal growth conditions
• Drying and moisture removal - controlled drying of washed folic acid crystals in tray dryers or fluid bed dryers at temperatures below 150 degrees Celsius under conditions maintaining folic acid thermal stability, achieving pharmacopoeial loss on drying specification below 8.5 percent while preserving assay purity, characteristic yellow color, and UV absorption profile of the finished product
• Milling and particle size control - milling of dried folic acid to specified particle size distribution for pharmaceutical tablet and capsule formulation blend compatibility, food fortification premix mixing uniformity, and dosage form production compatibility, with sieve analysis verification of particle size specification compliance before packaging and dispatch
• Final quality inspection, certification, and packaging - comprehensive product testing including HPLC assay per USP or EP monograph, loss on drying, heavy metals by ICP-OES, microbiological limits, color and appearance, pH of solution, and UV absorbance profile verification against pharmacopoeial or food additive specification requirements, followed by batch release, certificate of analysis preparation, and packaging in light-protecting and moisture-proof containers with full batch traceability for pharmaceutical, food, and animal feed customer delivery
The complete process flow encompasses unit operations involved, mass balance and raw material requirements, quality assurance criteria, and technical tests throughout production. Quality management system records, synthesis batch records with temperature, pH, and yield data, raw material incoming quality certificates, purification and recrystallization batch records, drying process records, finished product batch analytical data and release certificates, and full product traceability from starting material lot to finished folic acid batch and customer delivery must be maintained. Regular pharmaceutical and food industry customer supplier quality audit visits and regulatory authority GMP inspection readiness are standard operating requirements for commercial folic acid supply to global pharmaceutical, food fortification, and customers.
Industry Leadership:
The global folic acid industry is served by a combination of large integrated pharmaceutical vitamin manufacturers with diversified B-vitamin and micronutrient product portfolios and established global pharmaceutical and food ingredient distribution networks, and focused regional folic acid producers serving domestic pharmaceutical and food fortification markets. Key industry players include:
• DSM Nutritional Products
• Zhejiang Shengda
• Niutang
• Changzhou Xinhong
• Jiheng Pharmaceutical
• Changzhou Pharmaceutical
These companies serve diverse end-use sectors including pharmaceuticals, food fortification, animal feed, functional foods, and personal care, with leading players investing continuously in synthesis process efficiency improvement and yield enhancement, pharmaceutical-grade quality documentation capability development, regulatory compliance across major global markets, sustainable manufacturing footprint reduction, and geographic production capacity expansion to meet the structurally growing demand for folic acid driven by expanding global food fortification program coverage and growing preventive healthcare supplement consumption.
Recent Industry Developments:
March 2026: Triquetra Health announced the launch of FolinicActive Kids, a USDA Organic liquid folate formula designed specifically for children ages 1 to 18. The new pediatric supplement is available on Amazon, offering multi-pathway folate flexibility that gives growing bodies metabolic choices by directing active folate toward DNA synthesis for healthy growth, purine biosynthesis for cellular energy, or the methylation cycle to support developing brain function, demonstrating the continued innovation in folate supplement product development targeting the growing pediatric nutrition market and the expanding consumer interest in bioactive and organic-certified folate ingredient forms beyond standard synthetic folic acid for children's nutritional supplement applications.
Browse Full Report: https://www.imarcgroup.com/folic-acid-manufacturing-plant-project-report
About Us:
IMARC Group is a global management consulting firm that helps the world's most ambitious changemakers to create a lasting impact. The company excels in understanding its client's business priorities and delivering tailored solutions that drive meaningful outcomes. We provide a comprehensive suite of market entry and expansion services. Our offerings include thorough market assessment, feasibility studies, company incorporation assistance, factory setup support, regulatory approvals and licensing navigation, branding, marketing and sales strategies, competitive landscape, and benchmarking analyses, pricing and cost research, and procurement research.
Contact Us:
IMARC Group
134 N 4th St. Brooklyn, NY 11249, USA
Email: sales@imarcgroup.com
Tel No: (D) +91 120 433 0800
United States: (+1-201-971-6302)
This release was published on openPR.
Permanent link to this press release:
Copy
Please set a link in the press area of your homepage to this press release on openPR. openPR disclaims liability for any content contained in this release.
You can edit or delete your press release Folic Acid Production Plant DPR & Unit Setup - 2026: Machinery Cost, CapEx/OpEx, ROI and Raw Materials here
News-ID: 4541488 • Views: …
More Releases from IMARC Group
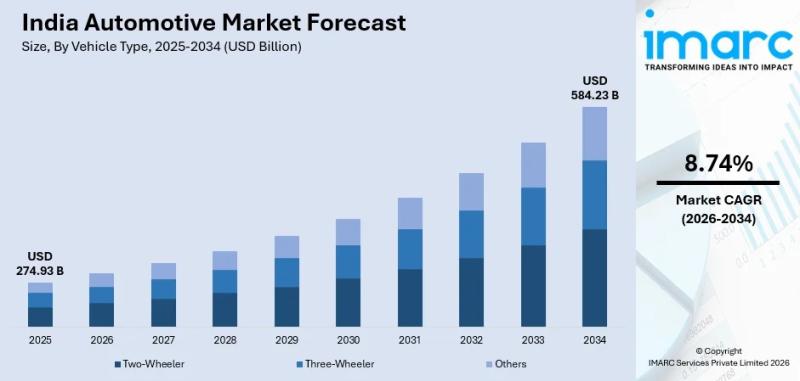
India Automotive Market Report 2026-2034: Size, Share, Growth, Trends and Indust …
How Is India's Automotive Market Performing?
India's automotive market stands as one of Asia's most dynamic and rapidly evolving mobility ecosystems, supporting mass personal transportation, commercial logistics, and an accelerating shift toward electric and connected mobility. The market was valued at USD 274.93 Billion in 2025 and is projected to reach USD 584.23 Billion by 2034, growing at a CAGR of 8.74% during 2026-2034.
The growth is driven by rising consumer demand,…

India Writing Instruments Market Report 2026-2034: Industry Reaching USD 1,070.5 …
The report titled "India Writing Instruments Market Size, Share, Trends and Forecast by Product, Application, Distribution Channel, and Region, 2026-2034" comprises the overall market analysis of India, size, growth trends, key drivers, and regional insights of the writing instruments market in India and other important aspects related to the report.
How Big is the India Writing Instruments Market?
The India writing instruments market size was valued at USD 858.03 Million in 2025…
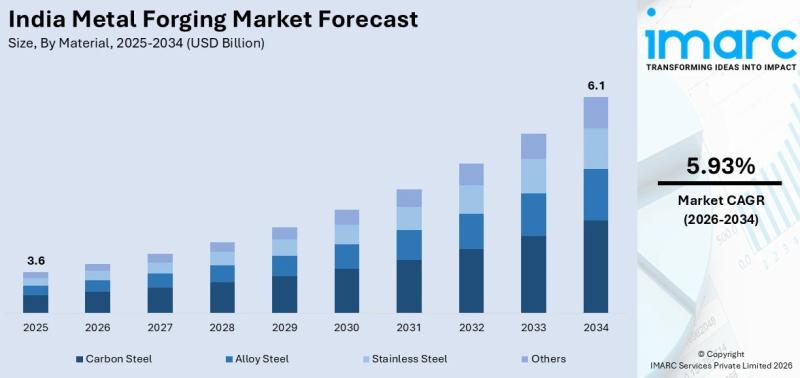
India Metal Forging Market Report 2026-2034: SIze, Share, Growth, Trends and Ind …
How Is India's Metal Forging Market Performing?
India's metal forging market stands as a critical backbone of the nation's manufacturing and industrial growth, supporting key sectors including automotive, aerospace, defense, and railway infrastructure. The market was valued at USD 3.6 Billion in 2025 and is projected to reach USD 6.1 Billion by 2034, growing at a CAGR of 5.93% during 2026-2034.
The growth is driven by escalating demand from the automotive industry…
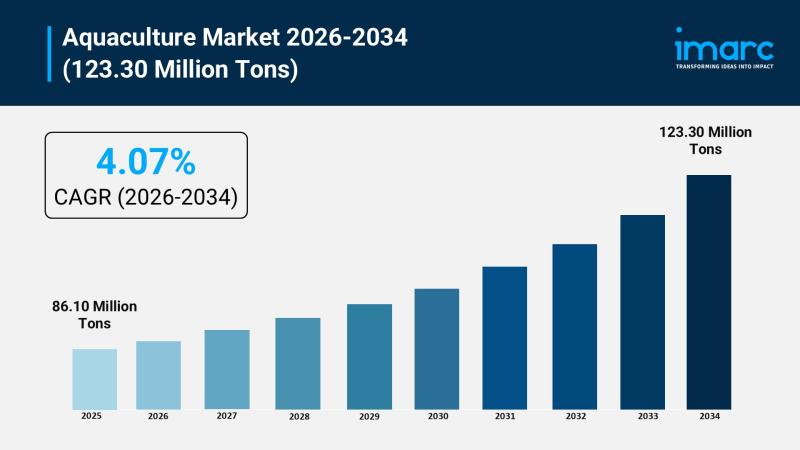
Asia-Pacific Leads the Aquaculture Demand: Global Aquaculture Market Growth from …
The total world aquaculture market has recently passed an inflection point such that aquaculture is no longer a boutique market‚ but the primary protein production system that satisfies global food security issues. The total aquaculture market jumped to 86.1 million tons in 2025 and is expected to reach 123.3 million tons in 2034. This 9-year development period implies a 43.2% increase in market volume or an increase of 37.2 million…
More Releases for PABA
Folic Acid Production Plant DPR - 2026: Investment Cost, Market Growth and Machi …
Setting up a folic acid production plant positions investors at a critical junction of the global pharmaceutical vitamins and nutritional ingredients supply chain one of the most strategically essential and consistently growing specialty chemical sectors driven by increasing demand from pharmaceutical formulations, rising prevalence of nutritional deficiencies, and growing use in food fortification programs.The large and expanding base of pharmaceutical manufacturers, food fortification program operators, infant formula manufacturers, and animal…
Global 4-Aminobenzoic Acid Market Witnesses Steady Growth Driven by Widespread A …
The global 4-aminobenzoic acid market has witnessed steady growth, driven by its widespread applications across multiple sectors. PABA is primarily used in the pharmaceutical industry for producing folic acid, a critical vitamin for human health, and in the synthesis of local anesthetics like benzocaine. Additionally, its role in cosmetics, particularly in sunscreens due to its UV-absorbing properties, has bolstered demand. The dye industry also relies on PABA as an intermediate…
Para-aminobenzoic Acid (PABA) Market Outlook 2024, Industry insights, Competitiv …
LOS ANGELES, United States: The global Para-aminobenzoic Acid (PABA) market is carefully researched in the report while largely concentrating on top players and their business tactics, geographical expansion, market segments, competitive landscape, manufacturing, and pricing and cost structures. Each section of the research study is specially prepared to explore key aspects of the global Para-aminobenzoic Acid (PABA) market. For instance, the market dynamics section digs deep into the drivers, restraints,…
Para-aminobenzoic Acid (PABA) Market Is Booming Worldwide With a CAGR) of 6.9% b …
Para-aminobenzoic Acid (PABA) Market Overview -
The "Para-aminobenzoic Acid (PABA) Market 2024 Report," the most recent study from QY Research, is a fundamental component of many international businesses, including manufacturing, construction, healthcare, and agriculture. This vast market includes a diverse range of items, such as metals, ceramics, composites, polymers, and specialized chemicals. The Para-aminobenzoic Acid (PABA) market is a major force behind innovation and sustainability activities, as well as facilitating technology…
The Guerrero Firm - Accident Attorney Announces Opening in Downtown Pomona's Art …
Image: https://www.getnews.info/wp-content/uploads/2024/06/1718909681.jpeg
THE GUERRERO FIRM - Accident Attorney announces the opening of its office in Downtown Pomona's Arts District.
THE GUERRERO FIRM - Accident Attorney, founded by leading attorney Rendell M. Guerrero, has announced the opening of its office in Downtown Pomona's Arts District, situated within the newly renovated and historic The Union on Garey. This prime location offers easy access to the Metrolink and Foothill Transit Stations, making it convenient for…
Global Para-aminobenzoic Acid(PABA) Market Analysis By Segmentations, Top Key Pl …
Market Tree Research has added a new key research reports covering Para-aminobenzoic Acid(PABA) market. The study aims to provide global investors with a game-changing decision making tool covering key fundamentals of the Para-aminobenzoic Acid(PABA) market. The research report will include total global revenues in the market with historical analysis, key figures including total revenues, total sales, key products, instrumental drivers, and challenges.
The report data is derived from extensive primary…
